| 产品特性:油管扣合机 | 加工定制:否 | 品牌:方天机械 |
| 型号:DX68/69 SP52 | 订货号:DX68/69压管机 | 货号:DX68/69压管机 |
| 额定排量:5 | 额定压力:31.5MPA | 油箱容量:50L |
| 重量:230KG | 柱数:单柱 | 规格:6-51MM |
| 是否跨境货源:否 |
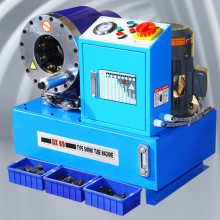
液压油管扣合机 高压管扣管机 刹车管动力管压扣机
液压油管扣合机 高压管扣管机 刹车管动力管压扣机,扣压机又称压管机、啤管机、啤喉机、锁管机、缩管机。双锥度双斜面设计 一体式机头 德国微调 精度高 压力大 性能稳定 操作直观 寿命长。 操作便捷 便于特大异型管件扣压后的取出螺丝锁模固定方式 。

主要结构
油缸 油缸端盖 活塞 电磁阀 油路板 油泵 电机 油箱 液位计 加油嘴 滤油网
电箱 电路组成 开关电源 操作按钮 微调 油封 固定模 模具 装模工具 压力表
液压油管扣合机 高压管扣管机 刹车管动力管压扣机特色
1.该设备采用双斜面 前后贯通设计,扣压压力大 操作便捷 便于特大异型管件扣压后的取出
2.螺丝锁模固定方式,装卸模具快 安--***
3.***德国微调,操作、读数方便快捷
4.加硬模具,模具硬度高 不变形 不断裂 寿命长
整机出货 配送模具10套 原装装模工具1个 德国进口微调1个 脚踏开关1个
模具是根据油管2分-2寸的规格来匹配的,可以订做模具
出口实木木箱包装 直达物流运输
【技术参数】
类型:液压整机
规格:2寸
YPE 机器型号 :DX68/DX69/SP52
SWAGING FORCE 扣压力(KN): 500T
HOSE SIAE 胶管通径:2"-6S
SWAGING RANGE 扣压范围(MM) :6-51mm(即2分-2寸)
NUMBER OF DIE 跟机模具(副):10
MAX. OPENRNG 模具收扩行程(MM ): +/-25
MOTOR 电机功率(KW) :3KW 5P
VOLTAGE 使用电压(V) :220V/380V
NOISE LEVEL(DB(A))噪音等级: IP74
额定油压:31.5MPA
油泵流量:2.5ML/REV
缸径张口:122MM
扣压精度:0.01MM
压力设定系统 :是
双作用油缸:是
双速双锥镀斜面 :是
油缸保护装置:是
内锁式模具 :是
模具装配器 :是
OVERALL DIMENSIONS 整体尺寸:700*450*700MM
WEIGHT 重量(不含油)(KG) :250KG
【主要配置】
一体锻打缸头 台湾进口电磁阀 方天油路板 德国进口弹簧 派克油封 伊顿开关
上海泵 纯铜线电机 德国微调 加硬模具,配有螺丝 常用装模工具 脚踏开关
【特色】
1.钢体、活塞、前端盖材料为40铬,经过调质、氮化、研磨、镀硬铬严格处理,质量保障 寿命长
2.模具、模座材料为标准模具钢Cr12MoV(洛12),经调质,高频处理,数控线切割、粹火、发黑、热处理等理,加工完后的模具硬度为HRC(59°-63°),具有防止破裂,变形,磨损小;不破坏接头表面镀锌层,寿命增长等优点,模具采用磁力安装,安装简单快捷;更换速度快
3.扣压模具及模座采用无累计误差式加工工艺,以***扣压后产品的扣压线条间隔均匀,无大小头现象
4.油封,为派克油封,耐压高,耐温高,抗磨损,整体使用寿命远远高出普通油封
5.采用双液压回路运作原理,即活塞的进退及模具的张口和收缩运动都是依靠液压动力源产生的动力。它不仅移动平稳、回程快速,也不会发生像弹簧回位,使模具张不开而锁死的现象。而且油缸锁紧系统设计都是前后贯通,易于扣压各种异型弯头
6.液压系统由电机、油泵、电磁阀、调压阀及液压阀组成了具有进退运动的双液压油路,而且在双液压油路中还增加离一个快速泄油阀油路,以达到更加快速回位的目的,且速度可调、噪音和系统压力降低
7.设备表面机箱经过高温烤漆,这样在使用的过程中耐高温,耐---磨损,耐腐蚀,不沾水和油质,易清洁
【扣压效果】
扣压机是在压力作用下推动缸体及模具合拢收缩对金属接头产生挤压,从而平稳、准确地扣压在胶管上的液压整机设备,其特色是“速度快 效*** 节约人工成本 用途广 安---全性高 环---保 寿命长”根据扣压的产品及材质不同,市场上常有胶管扣压机、软管扣压机、气管扣压机、油管扣压机、钢丝绳扣压机、钢管扣压机等不同叫法
工作原理
油泵安装于油箱内浸泡在液压油里达到科学散热静音的设计目的,油泵在电机驱动下,输出液压油,推动扣压油缸内的柱塞运动,致使模座径向收缩,实现模具对胶管接头外套的挤压。当收缩量达到千分尺设定值时,挤压自动停止,电磁换向阀换向后,油缸内的柱塞反向运动,模具随之张开,扣压胶管完成
扣压操作
1.初次使用时应空载扣压20~30次,观察各部位均正常后方可使用。
2.冬季使用时应空载扣压20~30次,以使油温增高一些。
3.按下张开按钮,模座张开后,根据所扣压胶管规格选用相应的模具安装在模座上,并调整千分尺刻度。
4.把套好接头的胶管置于压管机头内适当位置,使得一次扣压全部长度。
5.按下扣压按钮执行扣压操作,直至压管机头停止扣压自动张开模具为止。
6.取出扣压好的胶管总成,用游标卡尺检测扣压后的接头外套外径尺寸,如与参数表不符应微调千分尺刻度,直到下一根胶管扣压符合要求为止
说明1:模具标号值为该模具的合拢值,扣压后的值不能小于模具标号值
2:脚踏作用同等按钮,扣压时,根据情况自行选择
维护保养
1.油箱的液压油超过液压油厂商规定时效时应更换,或者目视油位表,如果液压油已氧化偏黑了要更换。
2.经常往模座移动面注射抗磨润滑油。
3.非压管机工作时间,请盖好防尘罩防止杂物进入模座内
压管机 啤管机 啤喉机 扣压机 锁管机——更多产品展示:
扣压机出货说明
整机出货(所含配件视不同型号而定) 不需调试 加油接电即可使用
木箱包装 安--全扎实牢固
物流运输
液压油管扣合机 高压管扣管机 刹车管动力管压扣机